WHIZZARD OF OZ
Well-known member
- First Name
- Ivan
- Joined
- Mar 11, 2021
- Threads
- 1
- Messages
- 2,288
- Reaction score
- 2,090
- Location
- Australia
- Vehicles
- VW Up!
- Occupation
- Electric Wheelchair Builder
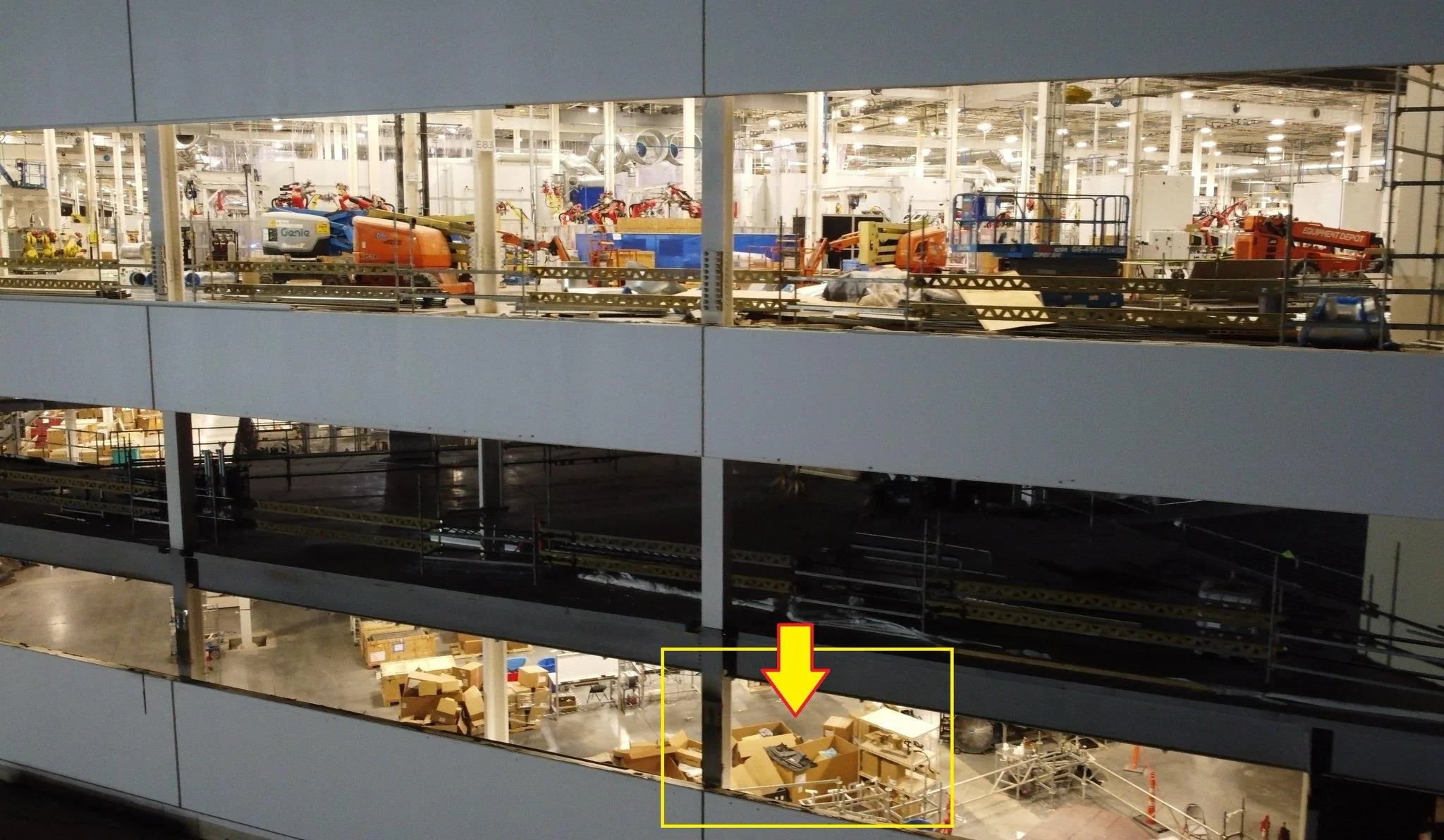
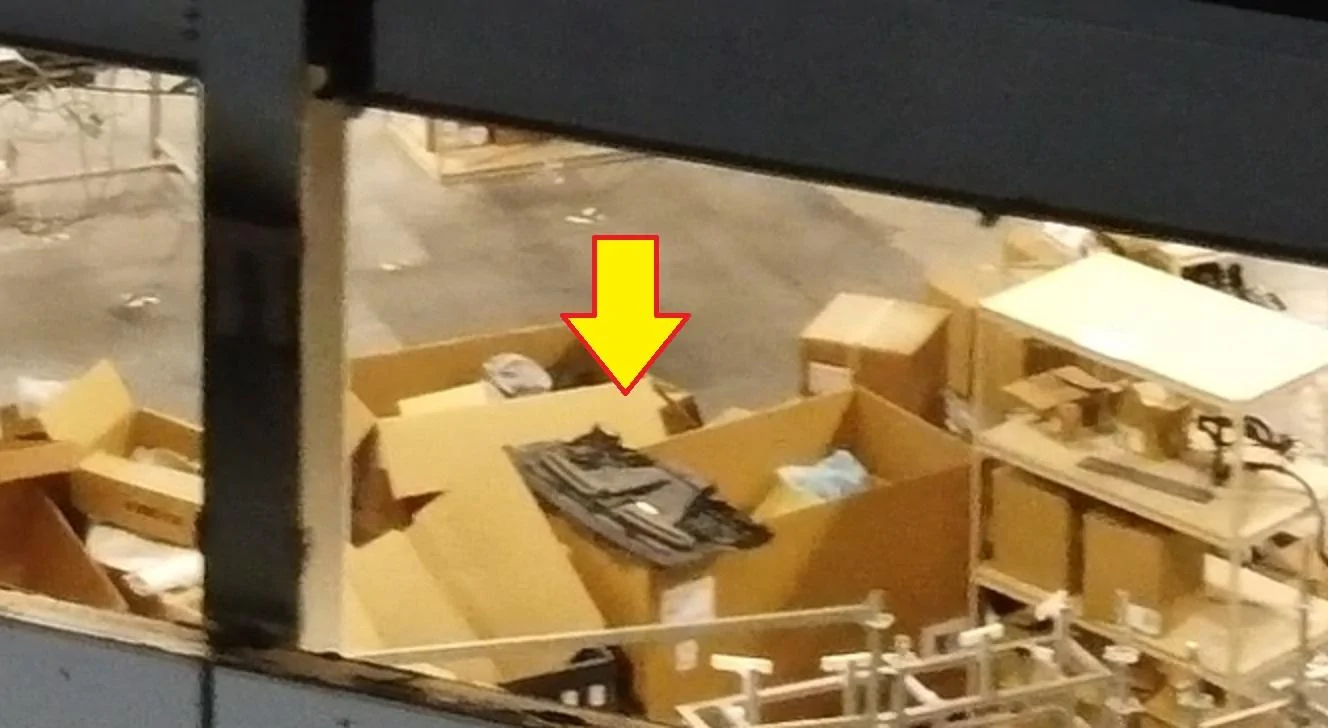
'Let's Stick Together, C'mon C'mon'Question is just how much of it has to be "hand built". If they got the design right it should be well under 20hours per CT. Apparently GS is doing MY in 2.5 hours end to end. If they’re doing their unboxed assembly it might even be less!!
I'm pretty sure GFA will be running 3 shifts 24/7 to get some out the door. Let's do some math:
GFA Production Date Predictions Days Increase Units per day Units per week Month Total Units Shift Employees Hrs per CT
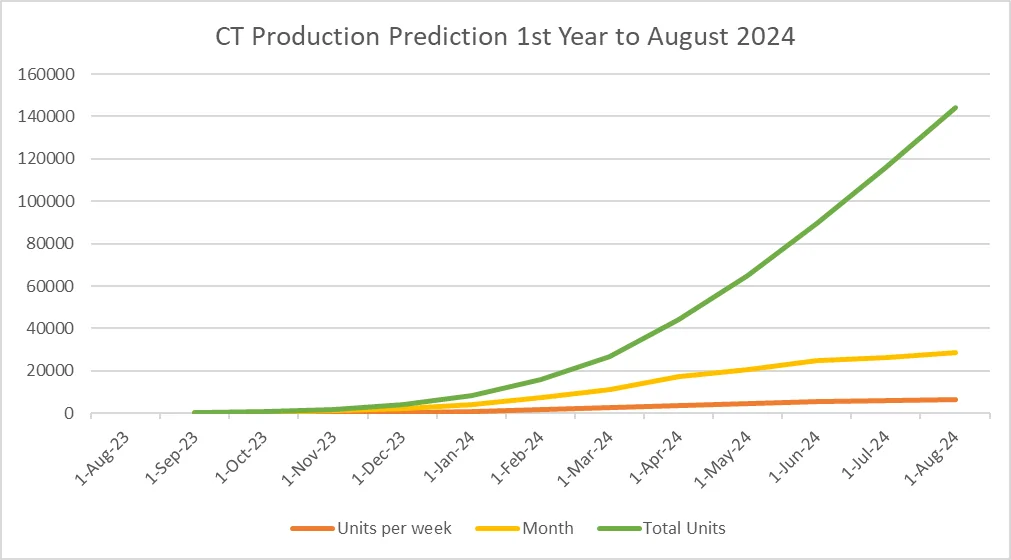
On a Graph the first year looks like this:

So I should see mine around March/April I hope.
But more importantly it shows the interdependence between hours required to assemble a CT and the amount of employees per shift also required to reach the 400k CTs per year proposed.
Note that the employee numbers are per shift, so 3 shifts would equal around 12,000 people per day for 400k a year production rate. I heard GA was meant to employ 25k or so? I've reduced the CT hours on the right over a year, by which time they should be meeting the 400k a year targets, and I'm assuming around 4 hours per CT.
Obviously these are just guesses, but they do give a indication of what is involved, and roughly how many people are needed to make up the hours required for CT production. The biggest "hour per unit" reduction, obviously comes from automation and reduction in parts, along with faster cycle times at each station.
Now in comparison a VW Golf takes 20 hours a Toyota Corolla around 18 hours. So a MY is being made in Shanghai at nearly an order of magnitude faster than them, which frankly is insane.
That's nearly like just sending a magnet base frame down the assembly line and the parts jump on there from the side convey belts, magnetically, to make a car. ?
")
( Roxy Music )
Sponsored