TyPope
Well-known member
- First Name
- Ty
- Joined
- Mar 31, 2020
- Threads
- 33
- Messages
- 3,249
- Reaction score
- 4,980
- Location
- Chesapeake Beach, MD
- Vehicles
- '23 MYLR, FS Cyberbeast 280xx
- Occupation
- Current Operations for... an organization
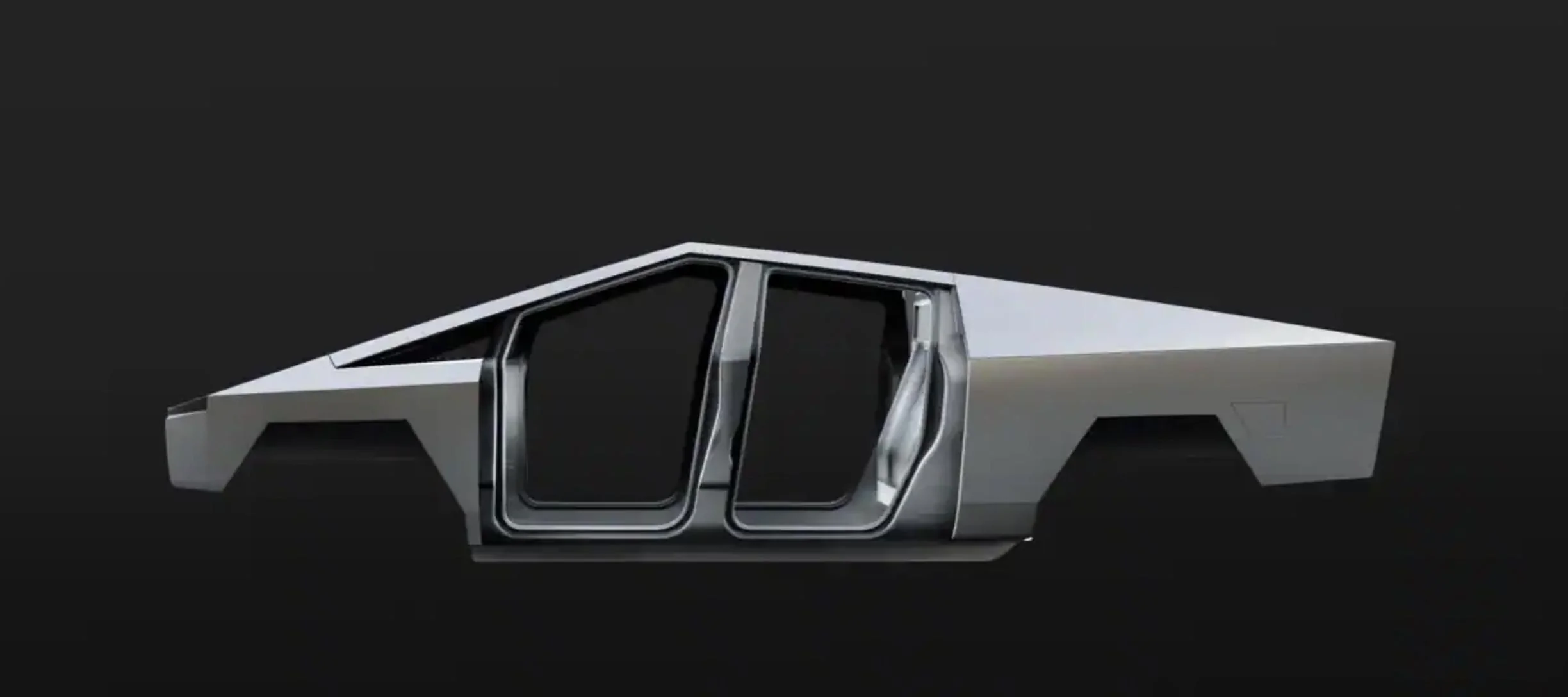
Yeah. I hope that's not the case and that Elon has that "One more thing" moment that is better than the Q & A type answer of "We are working on it." I don't even care if he talks timing as long as he says something like "We've got the design finalized and are currently building about 30 by hand using {some kind of fancy rear end made to function the same as the eventual casting} and 4680s which we've finally got figured out."I actually really think the single piece sides is possible, and will greatly reduce gaps/ color variation. I think they could do all the with one cut piece, and a brake.... Good catch!
Gosh I hope Thursday bares Cybertruck news. It's GOTTA have something..... Mrs. Greggertruck thinks they may not solely to not diminish Semi teams accomplishment. I told her I think it's all the same team. ¯\_(ツ)_/¯
Sponsored